Avtoklavni gazirani beton
Beton s celično strukturo se imenuje gazirani beton. Gre za umetni kamen, pri katerem celotni volumen prodrejo pore. Kaljenje pod pritiskom s paro v avtoklavu je služilo kot njegovo ime. Tlak v avtoklavu je nad atmosferskim in znaša približno 12 atmosfer, temperatura izdelkov za predelavo je 190 stopinj.
Avtoklavni beton se pridobiva iz cementa, peska, kislega apna, vode z dodatkom malo aluminija v prahu. Med kemično reakcijo apna in aluminija v prahu med penjenjem zmesi nastanejo pore s premerom do 3 mm, napolnjene z zrakom.
Konstrukcija iz takega materiala se je imenovala "Kamnito drevo" za združitev lastnosti lesa in kamna.
Lastnosti avtoklaviranega betona

- lahka obdelava;
- okolju prijazen;
- kombinacija trdnosti kamna in teže lesa;
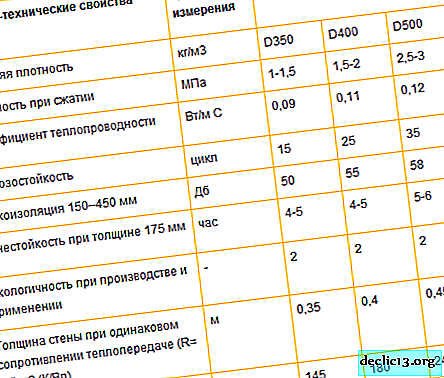
- visoka toplotna izolacija (koeficient toplotne prevodnosti - 0,12 W / m ° C);
- ognjevarna;
- visoka stopnja absorpcije zvoka;
- odporen na neugodne okoljske pogoje;
- voda in hlapi tesno;
- trpežna. Skladnost s proizvodno in gradbeno tehnologijo omogoča upravljanje stavb do 100 let;
- ne gni.
Tehnologija izdelave avtoklaviranega betona
- Priprava mešanice. Vsi sestavni materiali v vnaprej določenih razmerjih se samodejno mešajo v samodejnem načinu, da dobimo sestavo, ki ima konsistenco ne goste kisle smetane.
- Vlivanje v forme, pridobivanje prave velikosti bloka. Pri občasnih udarnih obremenitvah se polovica prostornine kalupa napolni s pripravljeno mešanico. Periodične vibracije izboljšajo poroznost materiala. Medsebojno delovanje aluminija in apna povzroči sproščanje prostega vodika, kar zviša zmes, ki v celoti napolni volumen oblike. Temperatura doseže 80 stopinj, kar vodi do nastavitve cementa. Posledično nastanejo celice v obliki krogle, napolnjene z zrakom s pore do tri milimetra v premeru. Za kakovostno proizvodnjo avtoklaviranega betona je potrebno dosledno upoštevati proizvodni postopek.
- Masovno utrjevanje. Približno 60-120 minut je potrebnih za predhodno utrjevanje matrike, v kateri bo dovolj močan in dobro rezan.
- Rezanje matrike na dokončane bloke. Dobro utrjena masa, vendar po demontaži montažne oblike ostane dovolj mehka, se razreže s tankimi strunami v bloke, žlebovi in grebeni se oblikujejo s posebnim orodjem, žepi pa so narejeni za enostavno upravljanje.
- Parni bloki v avtoklavu. Končni izdelki se dajo v avtoklav. Termo-vlažno zdravljenje poteka v njem približno 12 ur. Temperatura - 190 stopinj, parni tlak - 12 atmosfer. V teh pogojih material pridobi zadostno trdnost. Posebna namestitev vam omogoča, da dobite bloke iz avtoklaviranega betona prave velikosti.
- Pakiranje. Končni izdelki so zloženi na palete in preneseni v skladišče končnih izdelkov ali dostavljeni na gradbišče.




-
Kako začeti načrtovanje nosečnosti za žensko in moškega
Sčasoma pari razmišljajo o otroku. K temu vprašanju pristopijo odgovorno, poskušajo vse skupaj premisliti in načrtovati. Zaradi neizkušenosti tega ne dobijo vsi. Zato vam bom povedal, kje začeti načrtovati nosečnost za žensko in moškega. Načrtovanje nosečnosti vam pomaga vnaprej prepoznati tveganja za zdravje vaše bodoče matere in novorojenčka. ... -

-

-